A soldadura por ultra-sons consiste num processo de vibração mecânica a frequência ultra-sónica em que a zona de contacto entre o sonotrodo e a peça a soldar sofre uma fusão a nível local.
A frequência da rede de 50/60Hz é transformada e amplificada pelo gerador de ultra-sons sob a forma de sinal elétrico e convertido pelo transdutor piezoelétrico em energia de movimento.
Esta energia fornecida pelo gerador e aplicada ao conjunto acústico deve ser suficiente para superar os momentos de inércia das massas a serem colocadas em movimento e o atrito entre as peças.
As vantagens da tecnologia avançada, como a soldadura ultra-sónica, são numerosas:
A soldadura por ultra-sons é um dos métodos mais seguros, eficazes e rápidos de unir materiais termoplásticos.
O tempo de soldagem é de cerca de milissegundos e é possível soldar peças moldadas e tecidos termoplásticos.
A tecnologia ultra-sónica permite o corte e fecho simultâneo das fibras sintéticas dos tecidos, evitando o típico efeito de desgaste. Durante e após a operação de corte, a ferramenta permanece sempre limpa, e o uso de ultra-som é seguro para os operadores, pois não queima e não produz fumos tóxicos.
A costura ultra-sónica permite a união de duas ou mais camadas de tecido sem adição de adesivos, solventes ou fixações mecânicas. Além disso, as costuras ultra-sônicas são hermeticamente seladas, preservando o conteúdo do produto. Uma das vantagens está certamente relacionada com a energia, já que o processo de soldagem não tem impacto negativo.
A rebitagem ultra-sónica é utilizada para derreter uma cavilha, ou pino, introduzida num furo. O pino plástico é colocado em contato com o sonotrodo, derretendo e formando uma cabeça crimpadora. Esta técnica também pode ser usada para fixar diferentes materiais ou peças metálicas, tais como peças de automóveis, autocaravanas e barcos, ou componentes eléctricos especiais (fichas, tomadas, tomadas múltiplas, conectores), ou filtros de ar e filtros de gasolina/diesel.
Esta operação deriva da necessidade de incorporar rebites de latão em um material termoplástico. O furo no plástico funde sob a acção do ultra-som, permitindo que o rebite seja inserido. O rebite tem uma serrilha, o que aumenta a aderência da solda. Uma vez que o plástico soldado tenha solidificado, o rebite é perfeitamente incorporado.
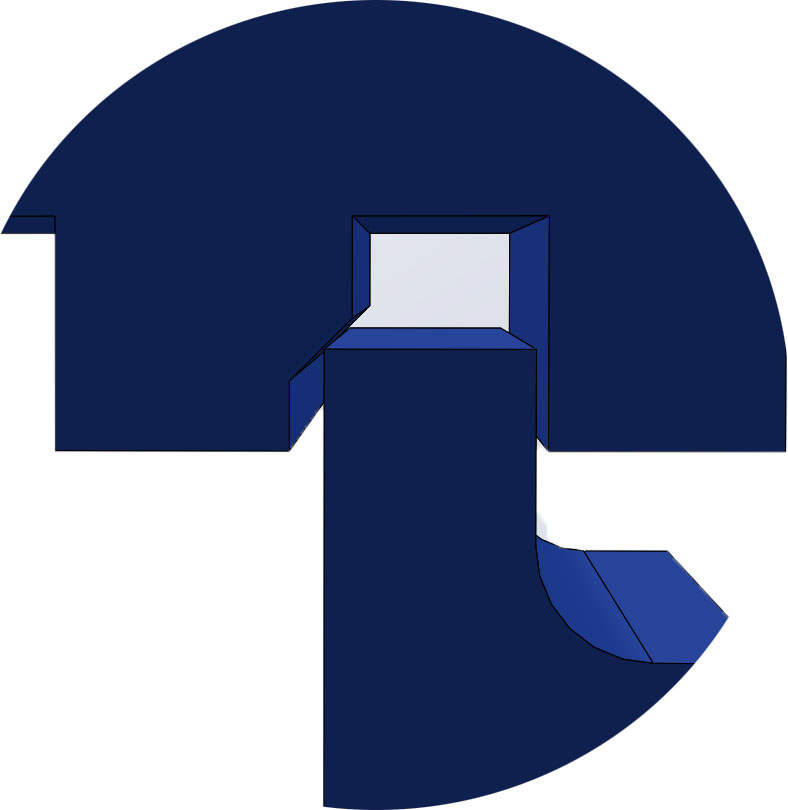
A fim de reduzir as áreas de atrito entre as peças, que dificultam o início do processo de fusão, é aconselhável criar protuberâncias geométricas nas próprias peças, conhecidas como diretores de energia, que permitem que o material seja fundido sobre uma área relativamente pequena.
A fim de escolher o mais adequado diretor de energia geometria para sua aplicação, listamos alguns exemplos abaixo e, em qualquer caso, estamos disponíveis para oferecer nossa experiência e conhecimento técnico.
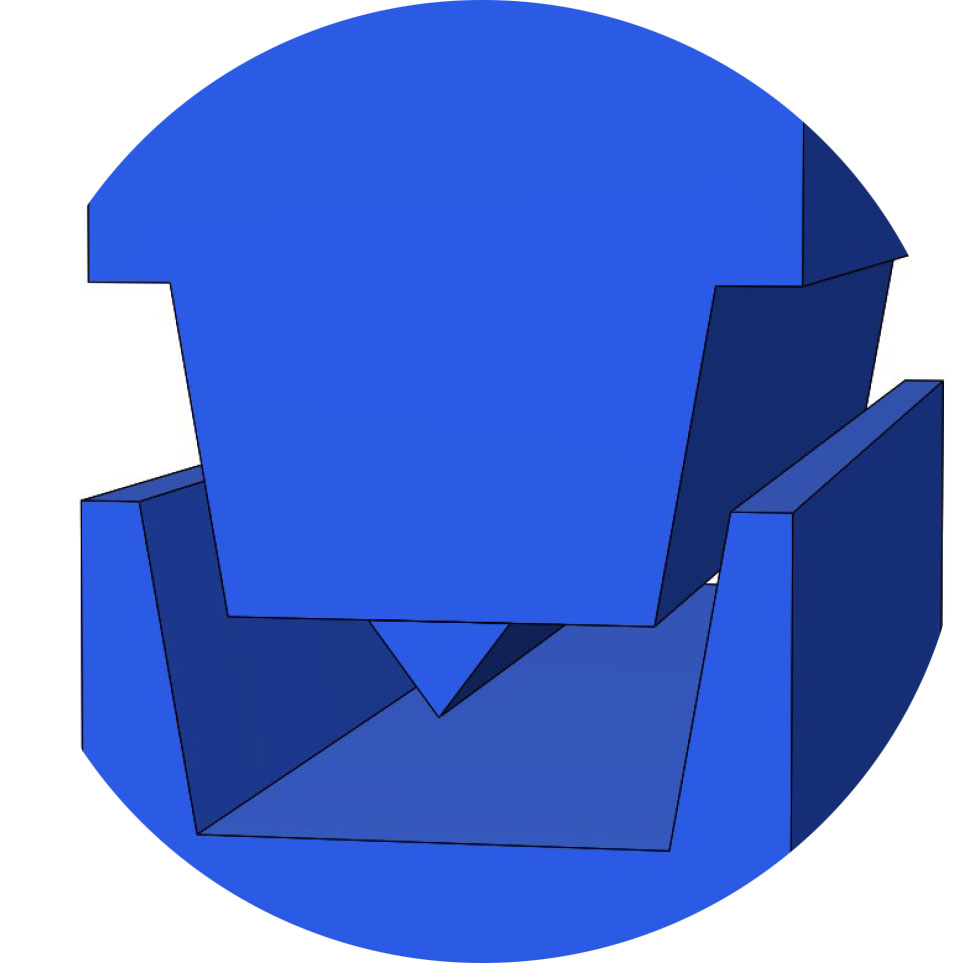
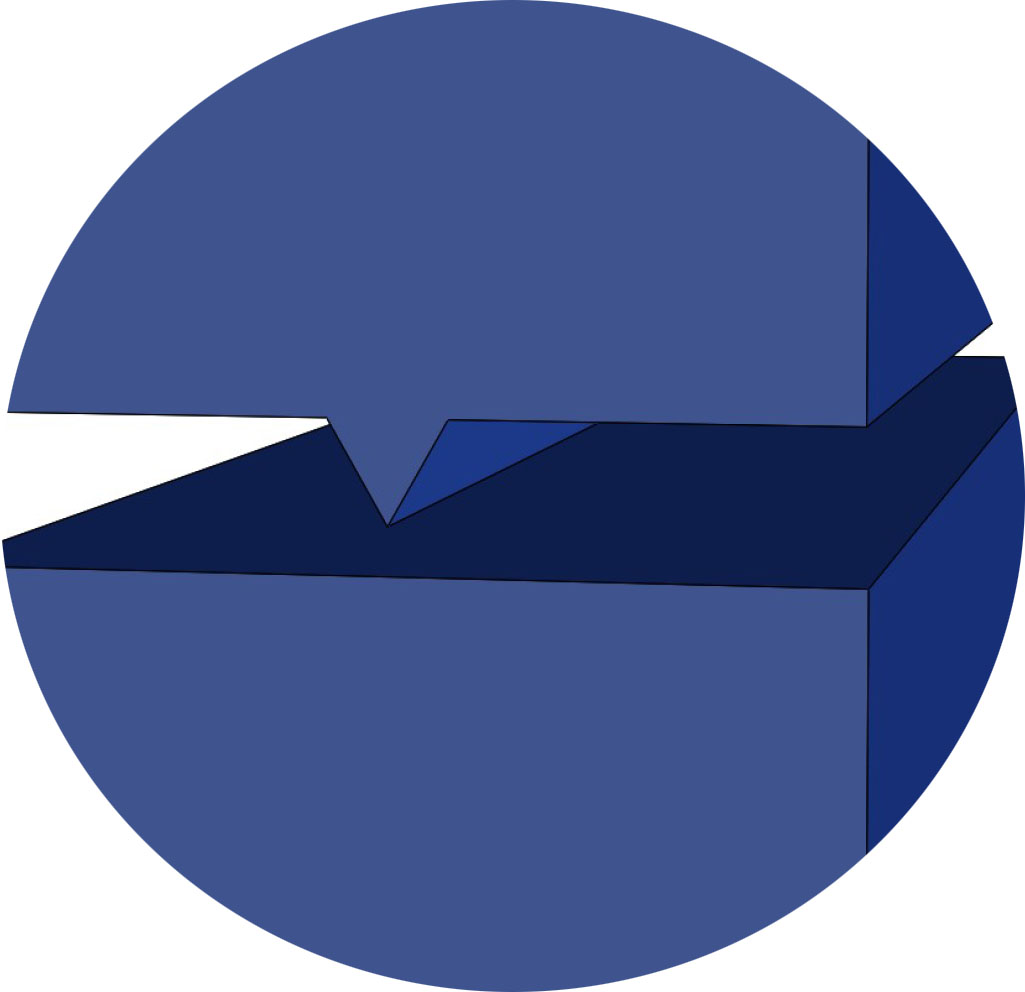
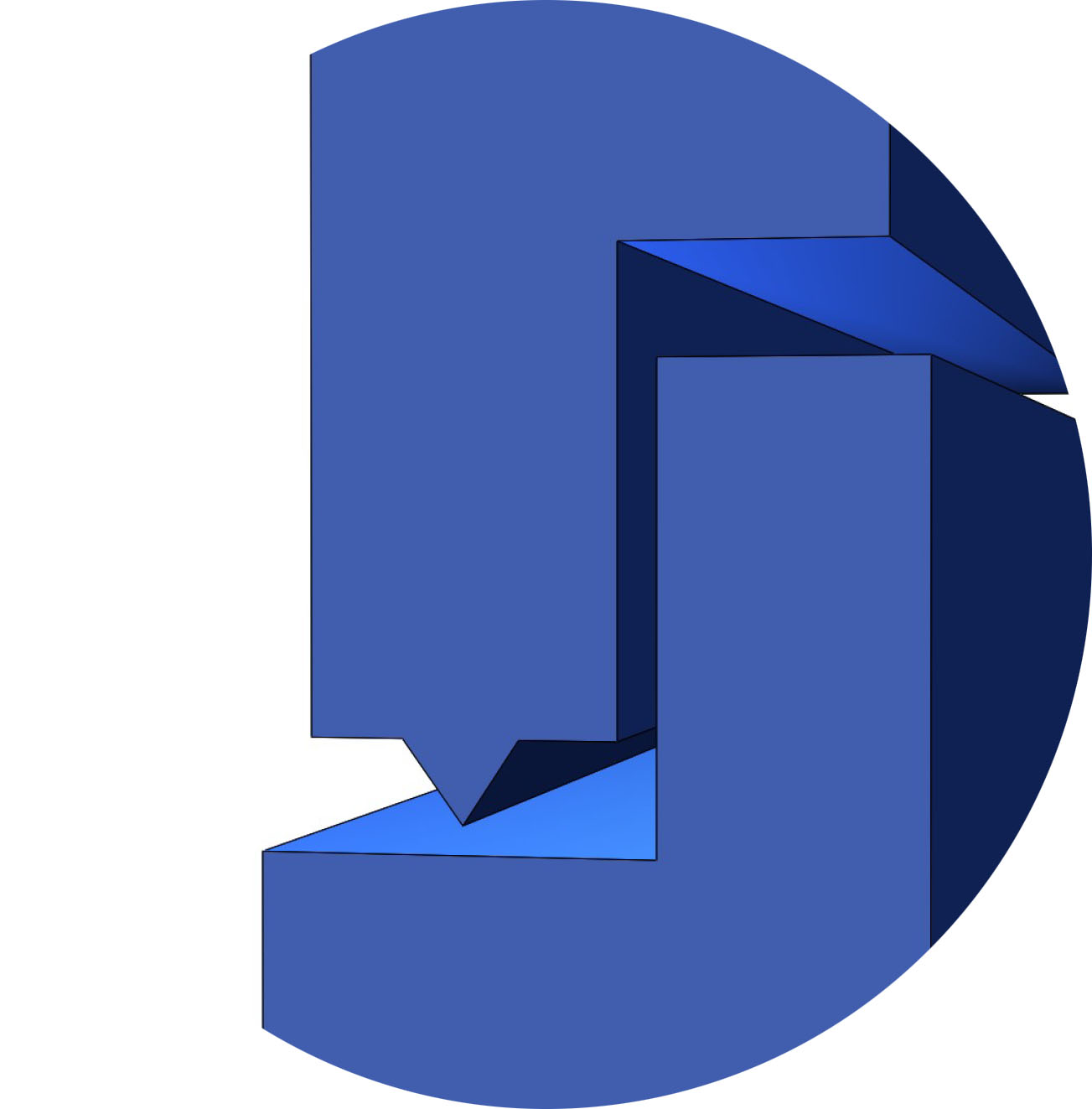
As juntas comuns que incorporam o uso de um director de energia incluem: juntas de topo, juntas segmentadas e juntas de língua e ranhura.
Scopri come migliorare la tua linea produttiva con gli ultrasuoni