La Ultraschallschweißen von thermoplastischen Kunststoffen ist eine der effizientesten und vielseitigsten Technologien zum Fügen von Kunststoffbauteilen im industriellen Kontext. Es ist ein Verfahren hochgradig automatisierbar mit hochfrequente Schallwellen zu erzeugen ortsgebundene Wärme in der Kontaktzone zwischen den Materialien, wodurch diese schmelzen ohne Verwendung von Klebstoffen, Lösungsmitteln oder mechanischen Befestigungen. Das Ergebnis ist eine sauberes, schnelles und wiederholbares Schweißenideal für die Großserienproduktion und kritische Anwendungen.
Das Ultraschallschweißen, das seit Jahrzehnten in der verarbeitenden Industrie eingesetzt wird, hat sich weiterentwickelt, um den Anforderungen fortschrittlicherer Sektoren wie derAutomobildie Elektromobilitätdie medizinischdie Lebensmittel- und Kosmetikverpackungendie Mikroelektronikdie Filtrierung und die technisches Textil. Seine Zuverlässigkeitin Verbindung mit demEnergie-Effizienz und die Umweltverträglichkeitmacht sie heute zu einer strategischen Technologie für viele italienische und europäische Unternehmen.
Die Vorteile einer fortschrittlichen Technologie wie dem Ultraschallschweißen sind zahlreich:
Das Verfahren basiert auf der Umwandlung derStrom unter hochfrequente mechanische Schwingungen über eine Generator und eine piezoelektrischer Wandler. Die auf das Werkstück übertragenen Schwingungen werden über eine SonotrodeSie verursachen eine lokale molekulare Reibung in der Kontaktzone, wodurch sich die thermoplastischen Materialien erhitzen und schmelzen. Die Verbindung bildet sich schnell unter Druck und verfestigt sich fest und dauerhaft.
Die wichtigsten Phasen des Zyklus sind:
Die wichtigsten Vorteile des Ultraschallschweißens umfassen:
Ultraschallschweißgeräte für Thermoplaste unterscheiden sich je nach Anwendung. Die wichtigsten Parameter sind:
Mit über 20 Jahre Erfahrung in der Ultraschalltechnik, Sonomax Srl entwirft und umsetzt:
Unterstützung bei der Prozesszertifizierung und -validierung.
Polypropylen, Polyethylen, ABS, Polycarbonat, PS, PA, Biokunststoffe und viele andere
Für zuverlässige und wiederholbare Schweißnähte ja, aber sie werden in der Entwurfsphase bewertet.
Ja, wenn es sich um Thermoplaste handelt. Wir führen Tests mit PLA, PHA, PBS und Biomischungen durch.
Ultraschallschweißen ist eine der sichersten, effektivsten und schnellsten Methoden zum Verbinden thermoplastischer Materialien.
Die Schweißzeit liegt im Millisekundenbereich und es können Formteile und thermoplastische Gewebe geschweißt werden.
Die Ultraschalltechnologie ermöglicht das Schneiden und gleichzeitige Schließen der synthetischen Fasern von Stoffen, wodurch der typische Ausfransungseffekt vermieden wird. Während und nach dem Schneidevorgang bleibt das Werkzeug stets sauber, und die Verwendung von Ultraschall ist für die Bediener sicher, da es nicht brennt und keine giftigen Dämpfe erzeugt.
Das Ultraschallnähen ermöglicht das Verbinden von zwei oder mehr Gewebelagen ohne Zusatz von Klebstoffen, Lösungsmitteln oder mechanischen Befestigungen. Darüber hinaus sind die Ultraschallnähte hermetisch versiegelt, so dass der Inhalt des Produkts erhalten bleibt. Einer der Vorteile liegt sicherlich im Bereich der Energie, da der Schweißprozess keine negativen Auswirkungen hat.
Beim Ultraschallnieten wird ein in ein Loch eingeführter Bolzen oder Stift geschmolzen. Der Kunststoffstift wird mit der Sonotrode in Kontakt gebracht, schmilzt und bildet einen Quetschkopf. Diese Technik kann auch zur Befestigung verschiedener Materialien oder Metallteile verwendet werden, z. B. von Auto-, Wohnmobil- und Bootsteilen oder von speziellen elektrischen Bauteilen (Stecker, Steckdosen, Mehrfachsteckdosen, Verbinder) oder von Luftfiltern und Benzin-/Dieselfiltern.
Dieser Vorgang ergibt sich aus der Notwendigkeit, Messingnieten in ein thermoplastisches Material einzubringen. Das Loch im Kunststoff schmilzt unter der Einwirkung von Ultraschall, so dass die Niete eingeführt werden kann. Die Niete hat eine Rändelung, die die Haftung des Lots erhöht. Sobald sich der geschweißte Kunststoff verfestigt hat, ist die Niete perfekt eingearbeitet.
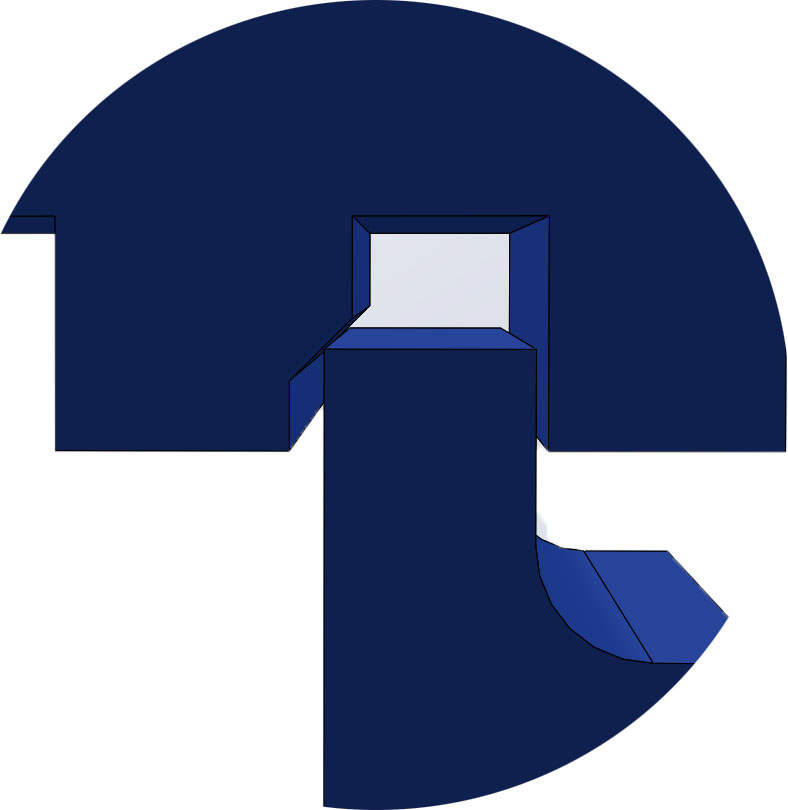
Um die Reibungsflächen zwischen den Teilen zu verringern, die das Einleiten des Schmelzvorgangs erschweren, ist es ratsam, an den Teilen selbst geometrische Erhebungen, so genannte Energiedirektoren, zu schaffen, die es ermöglichen, das Material auf einer relativ kleinen Fläche zu schmelzen.
Um die für Ihre Anwendung am besten geeignete Energiedirektor-Geometrie auszuwählen, führen wir unten einige Beispiele auf und stehen Ihnen in jedem Fall mit unserer Erfahrung und unserem technischen Wissen zur Verfügung.
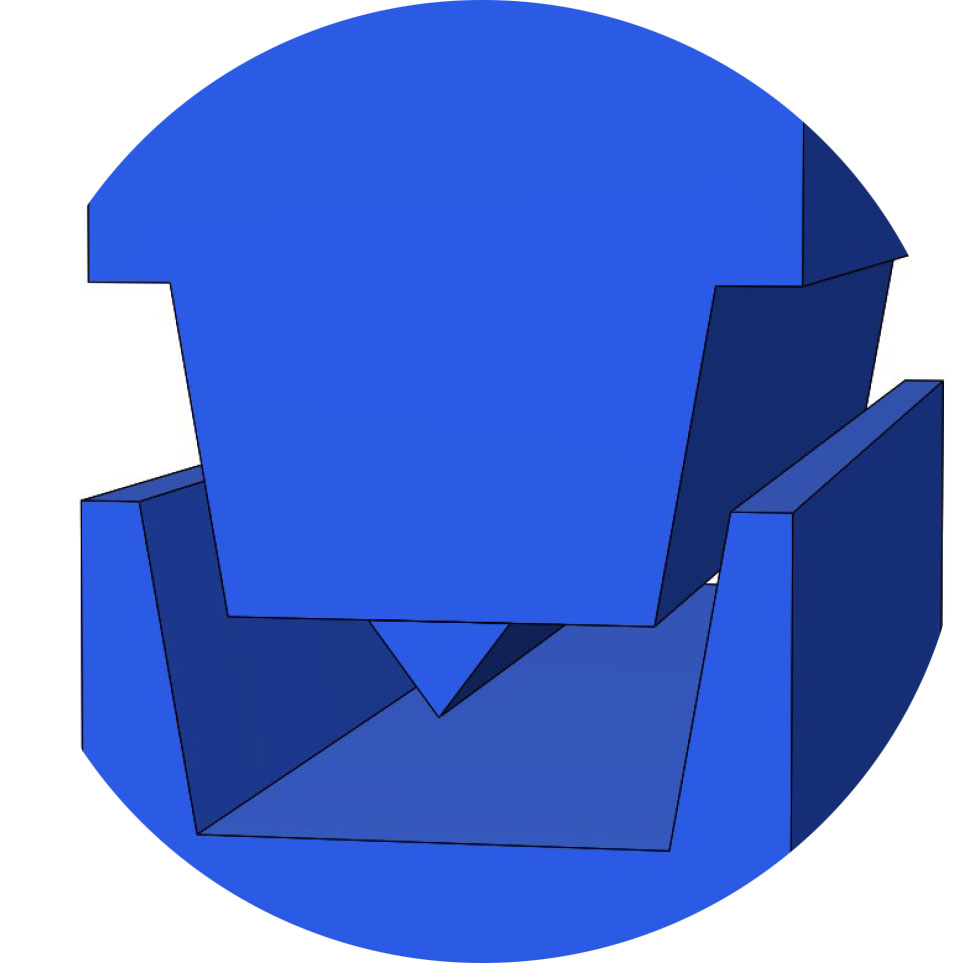
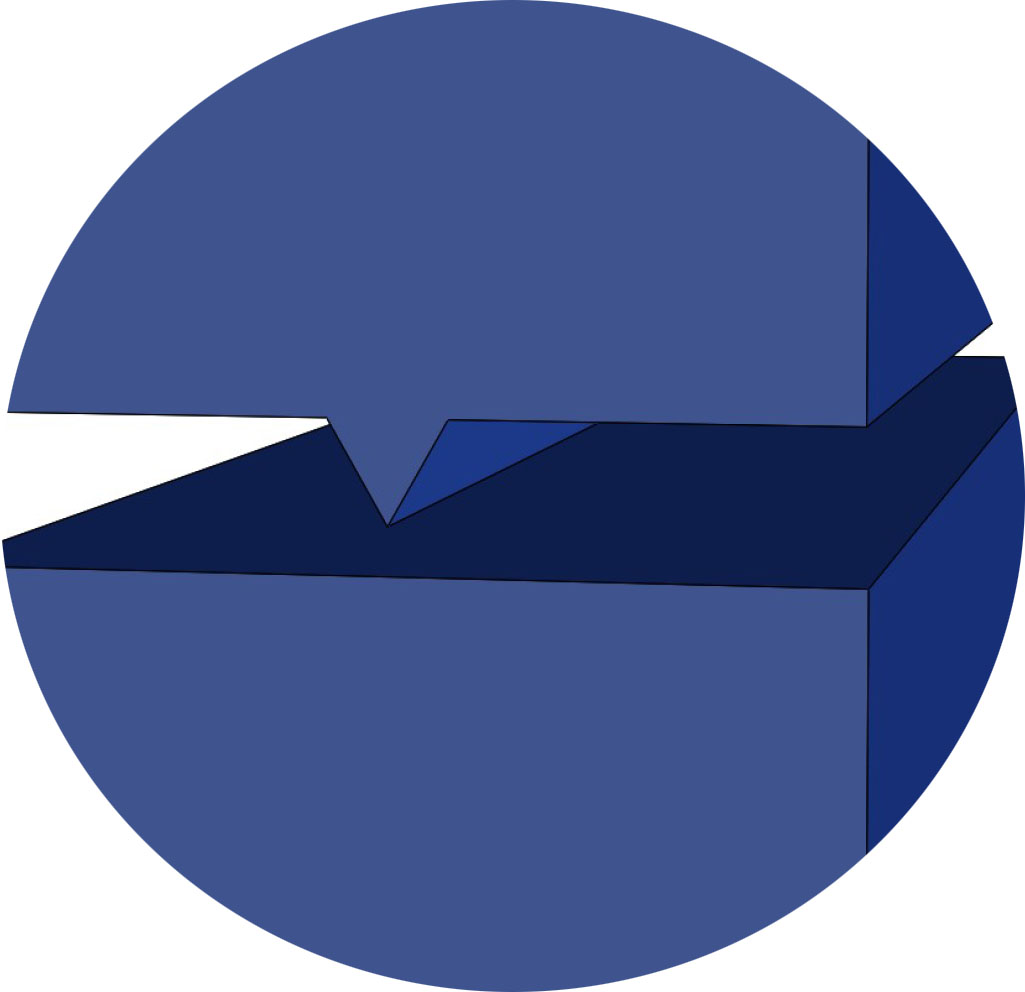
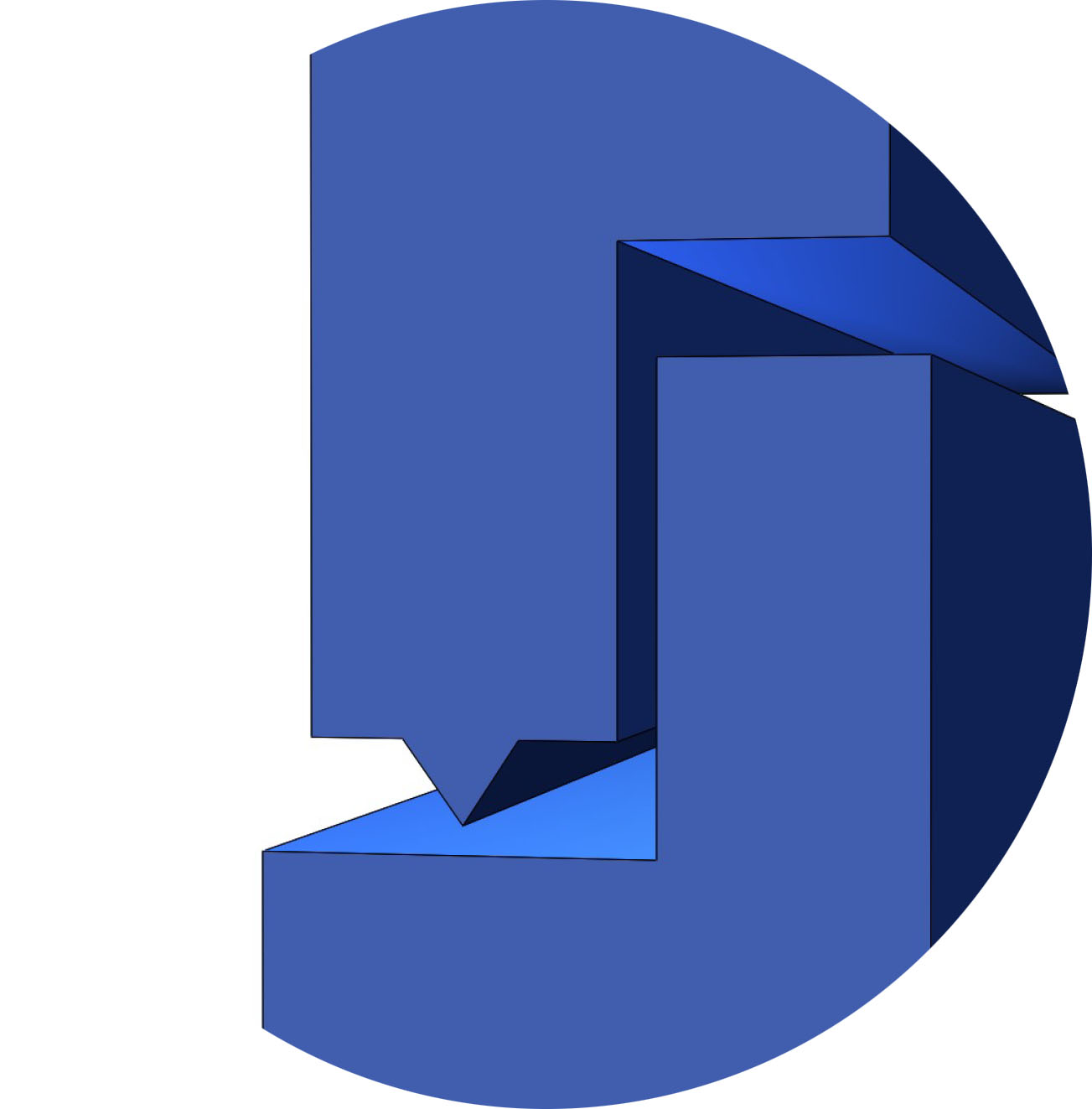
Zu den üblichen Verbindungen, bei denen ein Energieleiter zum Einsatz kommt, gehören: Stoßverbindungen, segmentierte Verbindungen und Nut- und Federverbindungen.
Finden Sie heraus, wie Sie Ihre Produktionslinie mit Ultraschall verbessern können