La sudarea cu ultrasunete a materialelor termoplastice reprezintă una dintre cele mai eficiente și versatile tehnologii pentru îmbinarea componentelor din plastic în context industrial. Este un proces foarte automatizabile folosind unde sonore de înaltă frecvență pentru a genera căldură localizată în zona de contact dintre materiale, provocând topirea acestora fără utilizarea de adezivi, solvenți sau fixări mecanice. Rezultatul este un sudare curată, rapidă și repetabilăideal pentru producția de volum mare și aplicații critice.
Prezentă de zeci de ani în industria prelucrătoare, sudarea cu ultrasunete a evoluat pentru a satisface nevoile sectoarelor mai avansate, cum ar fiautomobile, a mobilitate electricăa medicala ambalaje pentru produse alimentare și cosmetice, a microelectronică, a filtrare și textile tehnice. Aceasta fiabilitatecombinate cueficiența energetică și durabilitatea mediuluiface din aceasta o tehnologie strategică pentru multe companii italiene și europene în prezent.
Avantajele unei tehnologii avansate, cum ar fi sudarea cu ultrasunete, sunt numeroase:
Procesul se bazează pe transformareaelectricitate la vibrații mecanice de înaltă frecvență prin intermediul unui generator și o traductor piezoelectric. Vibrațiile, transmise piesei de prelucrat prin intermediul unui sonotrodăAcestea provoacă frecare moleculară localizată în zona de contact, determinând încălzirea și topirea materialelor termoplastice. Îmbinarea se formează rapid sub presiune și se solidifică într-un mod puternic și durabil.
Principalele faze ale ciclului includ:
Principalul avantaje ale sudării cu ultrasunete include:
Sudoarele cu ultrasunete pentru termoplastice variază în funcție de aplicație. Parametrii principali sunt:
Cu peste 20 de ani de experiență în tehnologia cu ultrasunete, Sonomax Srl concepe și pune în aplicare:
Sprijin pentru certificarea și validarea proceselor.
Polipropilenă, polietilenă, ABS, policarbonat, PS, PA, bioplastice și multe altele
Pentru suduri fiabile și repetabile, da, dar acestea sunt evaluate în faza de proiectare.
Da, dacă este termoplastic. Efectuăm teste pe PLA, PHA, PBS și amestecuri bio.
Sudarea cu ultrasunete este una dintre cele mai sigure, mai eficiente și mai rapide metode de îmbinare a materialelor termoplastice.
Timpul de sudare este de aproximativ câteva milisecunde și este posibil să se sudeze piese turnate și țesături termoplastice.
Tehnologia cu ultrasunete permite tăierea și închiderea simultană a fibrelor sintetice din țesături, evitând efectul tipic de sfărâmare. În timpul și după operațiunea de tăiere, unealta rămâne curată în permanență, iar utilizarea ultrasunetelor este sigură pentru operatori, deoarece nu arde și nu produce vapori toxici.
Cusutul cu ultrasunete face posibilă îmbinarea a două sau mai multe straturi de țesătură fără a adăuga adezivi, solvenți sau fixări mecanice. În plus, cusăturile cu ultrasunete sunt sigilate ermetic, păstrând conținutul produsului. Unul dintre avantaje este cu siguranță legat de energie, deoarece procesul de sudare nu are niciun impact negativ.
Nituirea cu ultrasunete este utilizată pentru a topi un cui sau un știft introdus într-o gaură. Acul de plastic este adus în contact cu sonotrodul, topindu-se și formând un cap de sertizare. Această tehnică poate fi utilizată, de asemenea, pentru a fixa diferite materiale sau piese metalice, cum ar fi piesele pentru autoturisme, rulote și bărci, sau componente electrice speciale (ștecher, prize, prize multiple, conectori), sau filtre de aer și filtre de benzină/ motorină.
Această operațiune provine din necesitatea de a încorpora nituri din alamă într-un material termoplastic. Orificiul din plastic se topește sub acțiunea ultrasunetelor, permițând introducerea nitului. Nitul are o moară, care mărește aderența lipiturii. Odată ce plasticul sudat s-a solidificat, nitul este perfect încorporat.
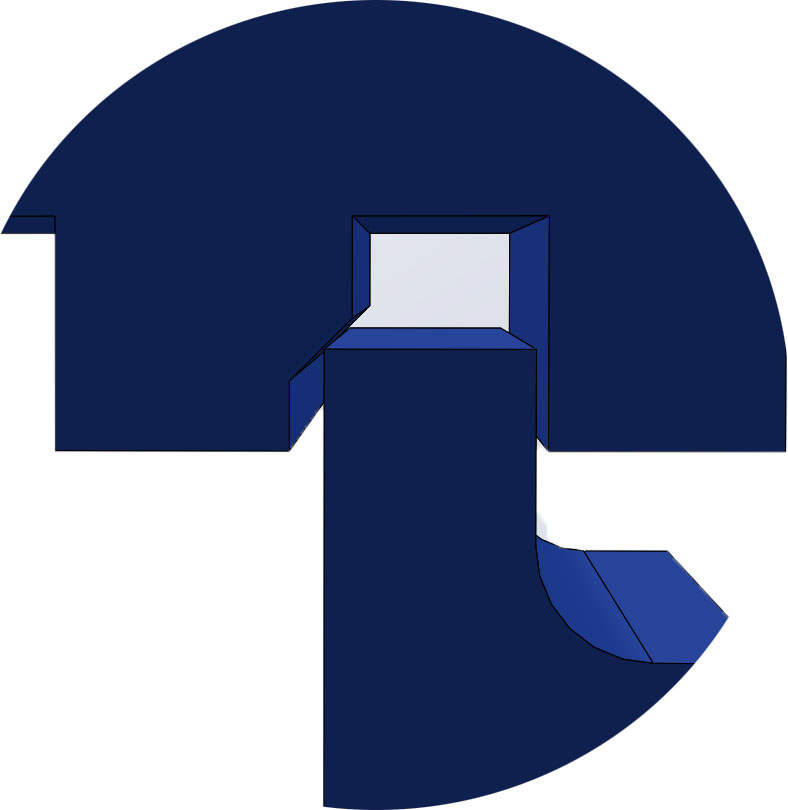
Pentru a reduce zonele de frecare dintre piese, care îngreunează inițierea procesului de topire, este recomandabil să se creeze protuberanțe geometrice pe piesele însele, cunoscute sub numele de directorii de energie, care permit topirea materialului pe o suprafață relativ mică.
Pentru a alege cea mai potrivită geometrie a directorului de energie pentru aplicația dumneavoastră, enumerăm câteva exemple mai jos și, în orice caz, suntem disponibili pentru a vă oferi experiența și cunoștințele noastre tehnice.
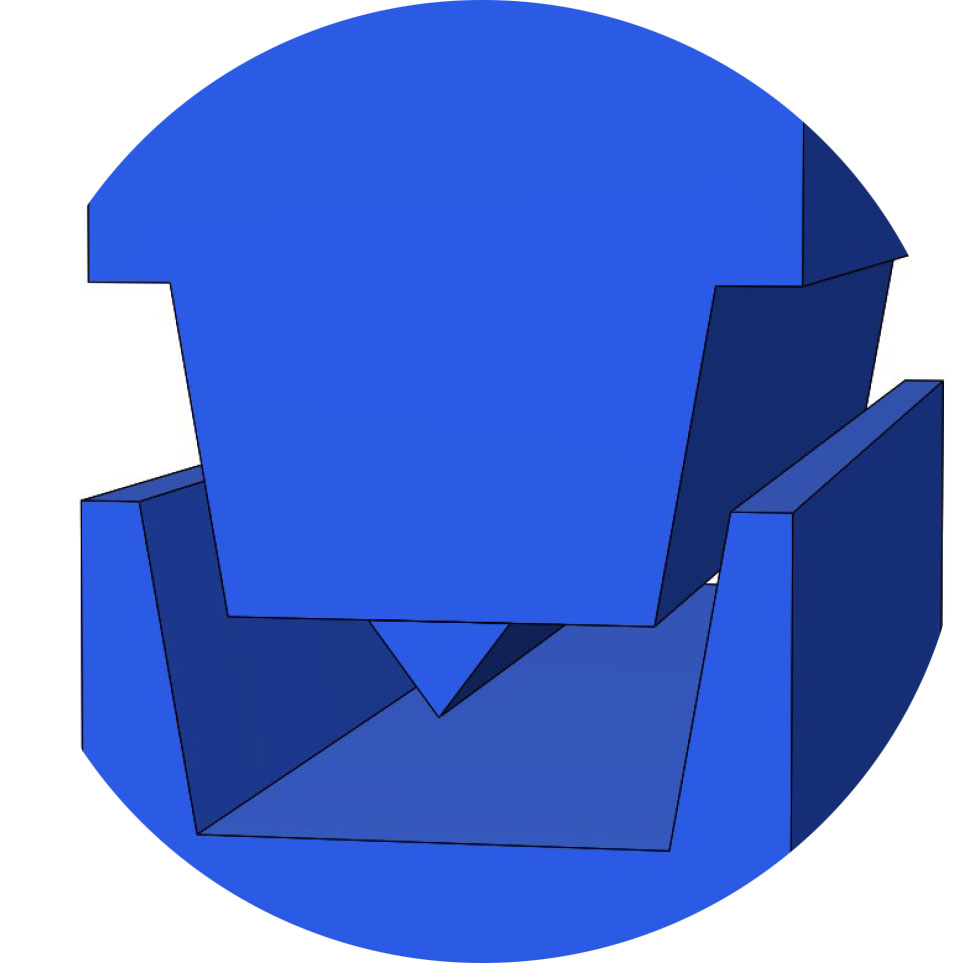
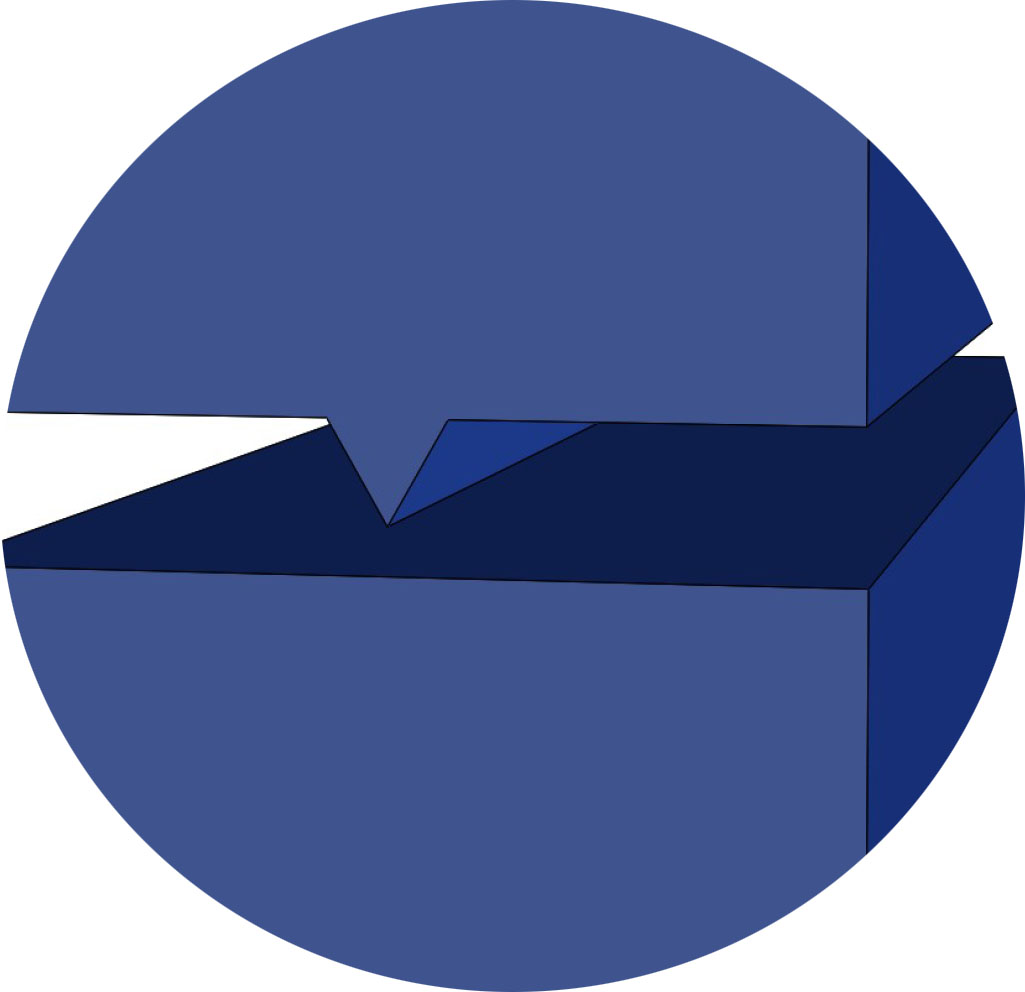
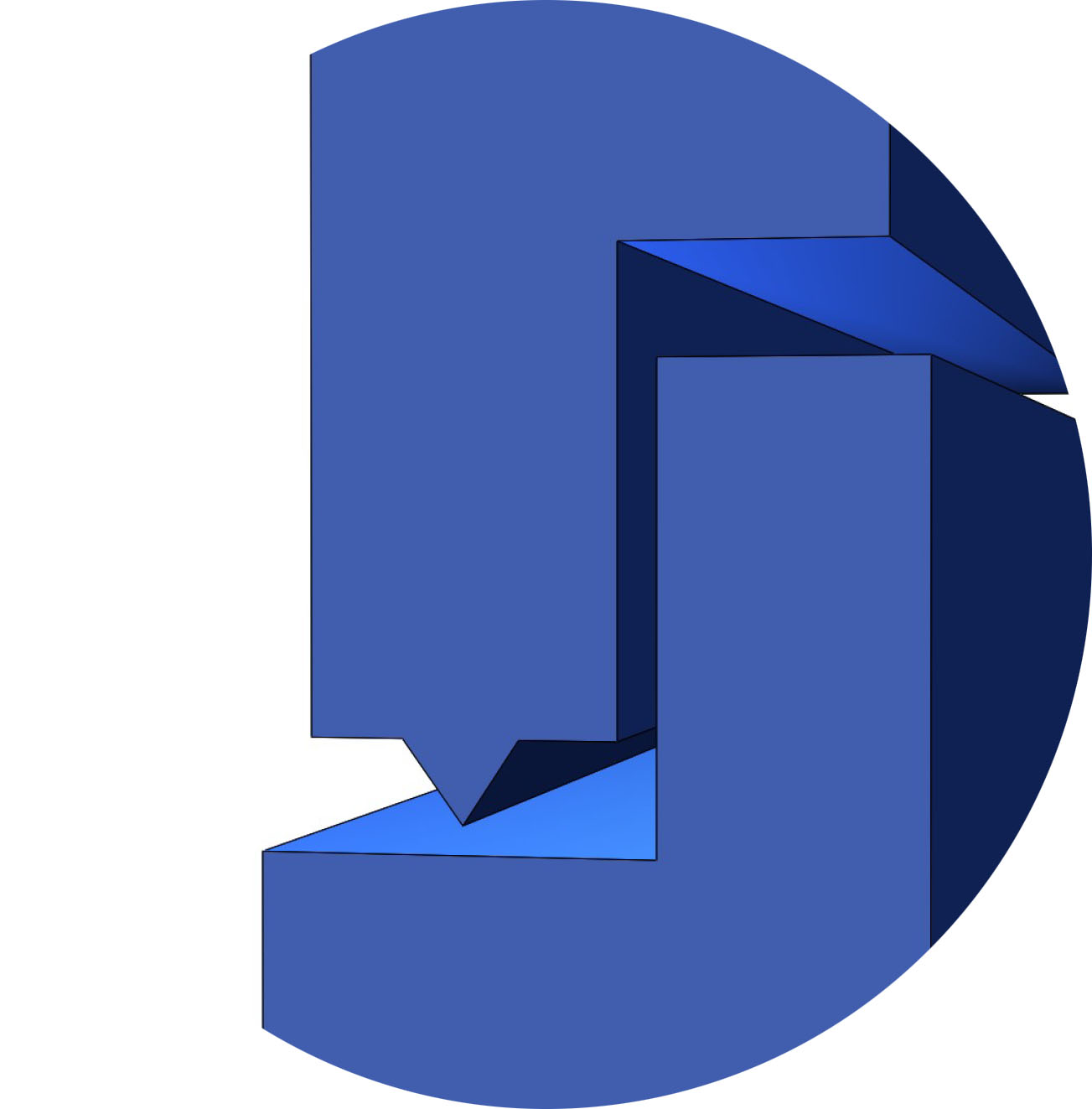
Îmbinările obișnuite care includ utilizarea unui director de energie includ: îmbinări cap la cap, îmbinări segmentate și îmbinări cu limbă și canelură.
Aflați cum să vă îmbunătățiți linia de producție cu ultrasunete