La soldadura por ultrasonidos de materiales termoplásticos representa una de las tecnologías más eficaces y versátiles para unir componentes de plástico en el contexto industrial. Se trata de un proceso altamente automatizable utilizando ondas sonoras de alta frecuencia para generar calor localizado en la zona de contacto entre los materiales, haciendo que se fundan sin utilizar adhesivos, disolventes ni fijaciones mecánicas. El resultado es un soldadura limpia, rápida y repetibleideal para grandes volúmenes de producción y aplicaciones críticas.
Presente desde hace décadas en la industria manufacturera, la soldadura por ultrasonidos ha evolucionado para satisfacer las necesidades de sectores más avanzados como laautomociónEl movilidad eléctricael médicoel envasado de alimentos y cosméticosEl microelectrónicaEl filtración y el textil técnico. Su fiabilidadcombinado con eleficiencia energética y el sostenibilidad medioambientalhace que hoy sea una tecnología estratégica para muchas empresas italianas y europeas.
Las ventajas de una tecnología avanzada como la soldadura por ultrasonidos son numerosas:
El proceso se basa en la transformación de laelectricidad en vibraciones mecánicas de alta frecuencia a través de un generador y un transductor piezoeléctrico. Las vibraciones, transmitidas a la pieza de trabajo a través de un sonotrodoProvocan una fricción molecular localizada en la zona de contacto, haciendo que los materiales termoplásticos se calienten y fundan. La unión se forma rápidamente bajo presión y se solidifica de forma resistente y duradera.
Las principales fases del ciclo incluyen:
El principal ventajas de la soldadura por ultrasonidos incluyen:
Los soldadores por ultrasonidos para termoplásticos varían en función de la aplicación. Los principales parámetros son:
Con más de 20 años de experiencia en tecnología ultrasónica, Sonomax Srl diseña y aplica:
Apoyo a la certificación y validación de procesos.
Polipropileno, polietileno, ABS, policarbonato, PS, PA, bioplásticos y muchos otros
Para soldaduras fiables y repetibles, sí, pero se evalúan en la fase de diseño.
Sí, si es termoplástico. Realizamos pruebas con PLA, PHA, PBS y biomezclas.
La soldadura por ultrasonidos es uno de los métodos más seguros, eficaces y rápidos para unir materiales termoplásticos.
El tiempo de soldadura es de unos milisegundos y es posible soldar piezas moldeadas y tejidos termoplásticos.
La tecnología ultrasónica permite cortar y cerrar simultáneamente las fibras sintéticas de los tejidos, evitando el típico efecto de deshilachado. Durante y después de la operación de corte, la herramienta permanece limpia en todo momento, y el uso de ultrasonidos es seguro para los operarios, ya que no arde ni produce humos tóxicos.
El cosido por ultrasonidos permite unir dos o más capas de tejido sin necesidad de añadir adhesivos, disolventes o fijaciones mecánicas. Además, las costuras de los ultrasonidos se sellan herméticamente, preservando el contenido del producto. Una de las ventajas está sin duda relacionada con la energía, ya que el proceso de soldadura no tiene ningún impacto negativo.
El remachado por ultrasonidos se utiliza para fundir una clavija, o pasador, introducida en un agujero. El pasador de plástico se pone en contacto con el sonotrodo, fundiéndose y formando una cabeza de engarce. Esta técnica también puede utilizarse para sujetar diferentes materiales o piezas metálicas, como piezas de automóviles, autocaravanas y barcos, o componentes eléctricos especiales (enchufes, tomas de corriente, multitoma, conectores), o filtros de aire y de gasolina/diésel.
Esta operación se debe a la necesidad de incorporar remaches de latón en un material termoplástico. El orificio del plástico se funde bajo la acción de los ultrasonidos, lo que permite introducir el remache, que tiene un moleteado que aumenta la adherencia de la soldadura. Una vez que el plástico soldado se ha solidificado, el remache queda perfectamente incorporado.
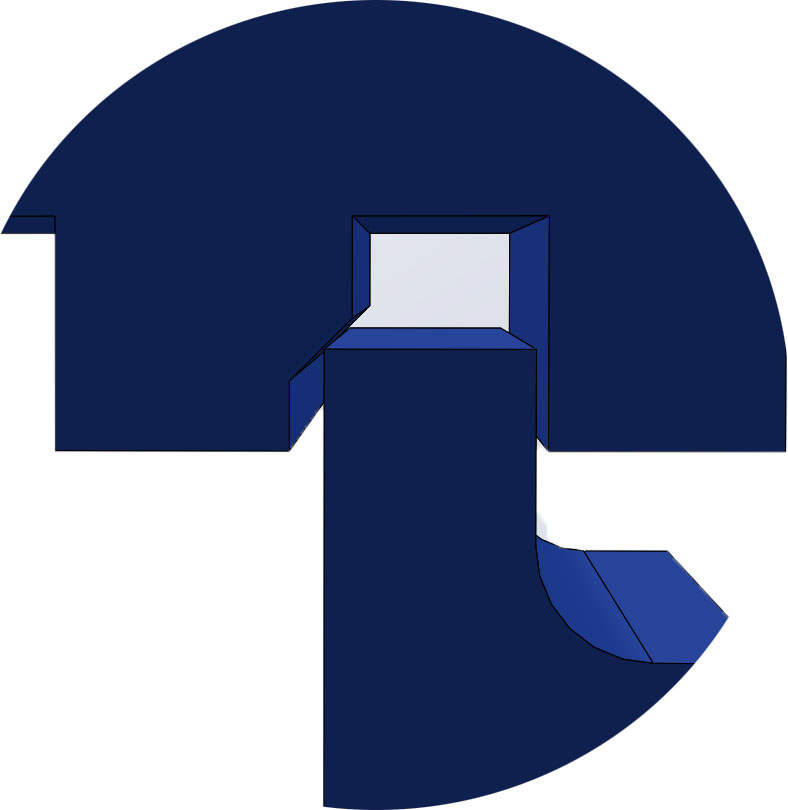
Para reducir las zonas de fricción entre las piezas, que dificultan el inicio del proceso de fusión, es aconsejable crear protuberancias geométricas en las propias piezas, conocidas como directores de energía, que permiten fundir el material en una zona relativamente pequeña.
Para elegir la geometría de director de energía más adecuada para su aplicación, enumeramos algunos ejemplos a continuación y en cualquier caso estamos disponibles para ofrecer nuestra experiencia y conocimientos técnicos.
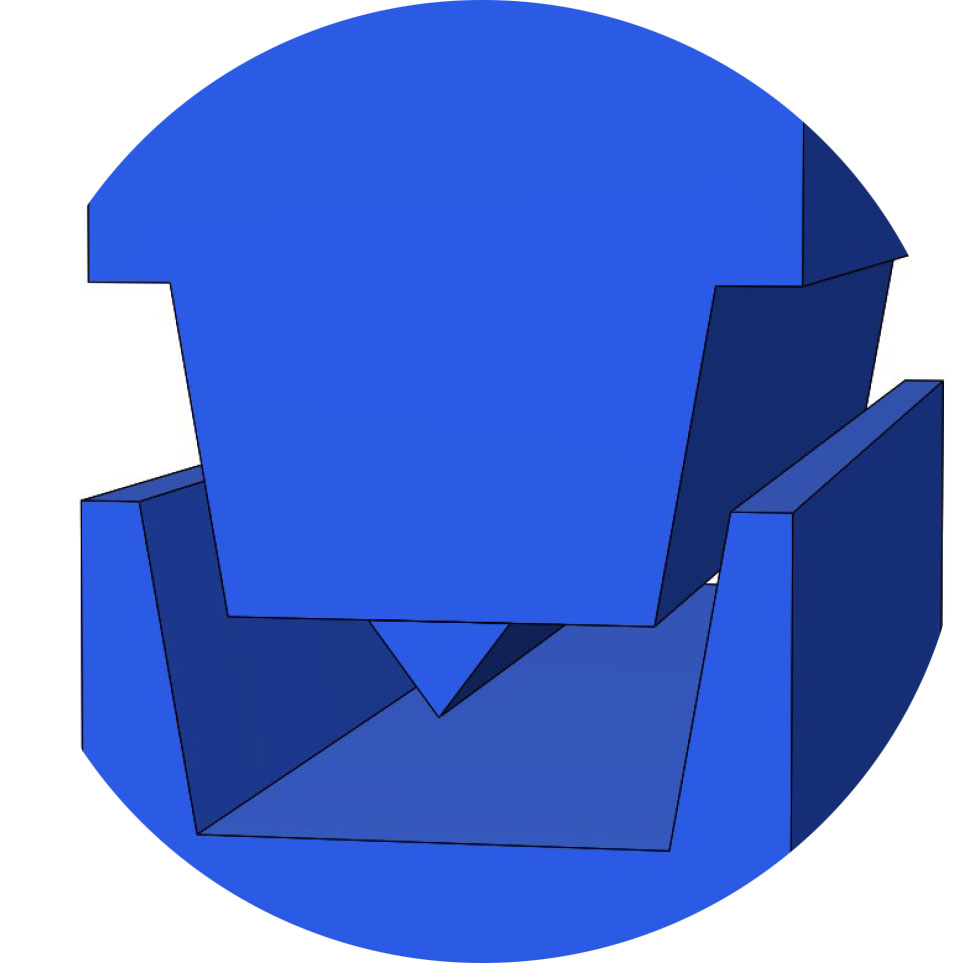
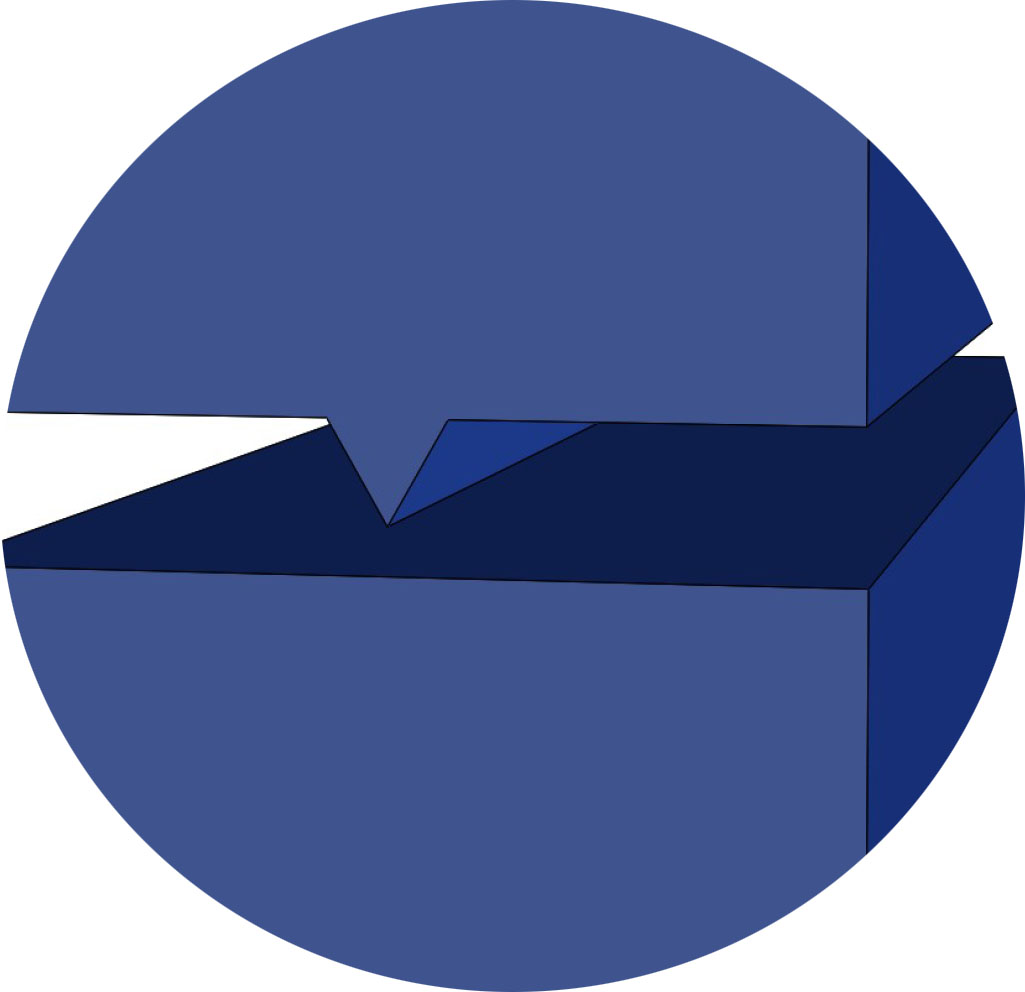
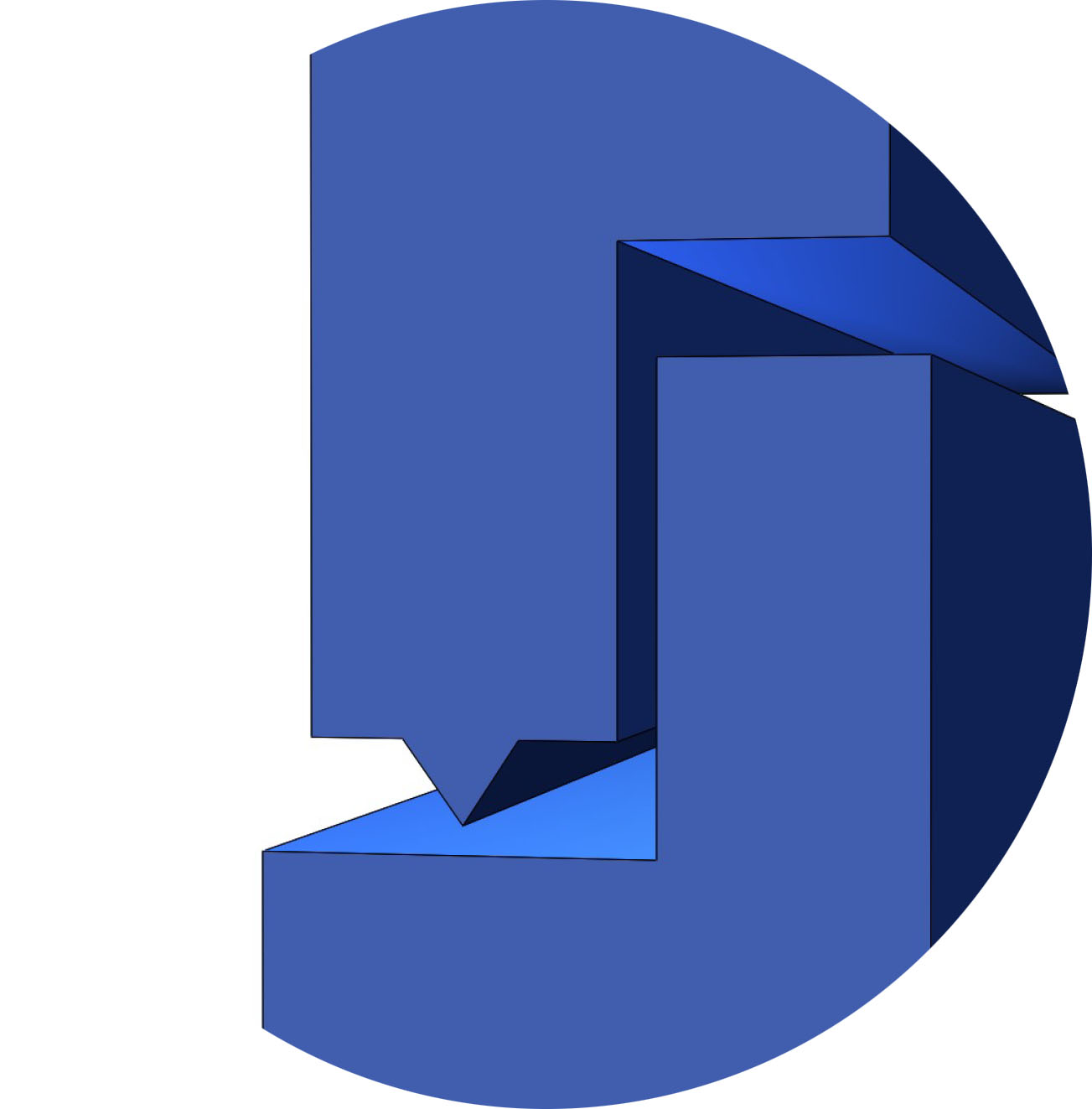
Las juntas más comunes que incorporan el uso de un director de energía incluyen: juntas a tope, juntas segmentadas y juntas machihembradas.
Descubra cómo mejorar su línea de producción con ultrasonidos